- Процесс изготовления вагонки своими руками
- Пилим одну сторону доски
- Соблюдайте правила техники безопасности
- Пилим вторую сторону доски по линейке
- Как угадать нужную ширину рейки?
- Фугование досок
- Выпиливание пазов
- Облицовка помещения евровагонкой
- Преимущества и недостатки материала
- Какие нюансы следует учитывать при работе с вагонкой
- Виды фрез по дереву
- Этапы изготовления вагонки
- Самодельный станок для производства вагонки
- Стоит ли покупать
- Требования к конструкции станка для производства вагонки
- Конструкция станка
- Станина
- Рабочий стол
- Виды древесины для изготовления вагонки
- Лиственные породы
- Липа
- Берёза
- Ольха
- Осина
- Хвойные породы
- Ель
- Лиственница
- Сосна
- Какой вариант фиксации выбрать?
- Когда изготовление вагонки будет выгодным?
- Вагонка с помощью циркулярки
- Длина и ширина вагонки
Процесс изготовления вагонки своими руками
Итак, начнем изготовление вагонки.
Пилим одну сторону доски

Прочерчиваем прямую линию, по которой будет пилиться боковина доски. Нужно использовать цветной цанговый карандаш (зеленый или синий). Если взять не цветной, то линию будет плохо видно, особенно если доска сырая или начала синеть.
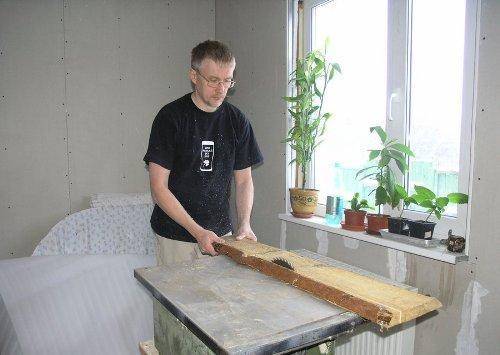
Начнем пилить. Для этого доску кладем на стол станка и настраиваем ее таким образом, чтобы линия будущего распила была ровной. Упираемся туловищем на уровне пояса в конец доски и толкаем ее туловищем (а не руками) вперед на пилу. В процессе вы сами почувствуете, как у вас получается ровнее – наклоняя туловище вперед или двигая доску поясом. Главное в этом деле не спешить и не сворачивать с намеченной линии распила. Для удобства нужно приобрести пильный круг большого диаметра. Обязательно внимательно следите за доской, чтобы она не зажимала круг.
Соблюдайте правила техники безопасности
Помните о технике безопасности! Не надевайте одежду с развевающимися деталями, обязательно наденьте защитные очки, а на пилу должен быть надет кожух с расклинивателем, который обеспечивает дополнительную безопасность и удобство при распиле, поэтому его использование обязательно!

Отпиливая доски, смотрите, чтобы мотор не перегрелся! Чтобы не перенастраивать станок, сразу нужно нарезать много досок по одной стороне. В этой работе есть определенная опасность отпилить нечаянно что-нибудь не то, попав под усыпляющее действие монотонной работы.
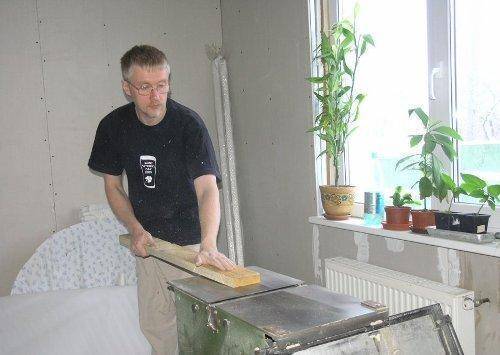
Пилим вторую сторону доски по линейке

Чтобы отпилить другую сторону досок, перестраиваем станок. Устанавливаем линейку на нужную ширину. Кстати, намного удобнее от фирменной линейки использовать угол на двух струбцинах.
Пилим вторую сторону досок по линейке. Берегите руки! Слегка раненый палец не столько болит, сколько пугает фонтаном крови и очень долго заживает.
Если боковину пилить без линейки она получится уже той, которая пилилась под линейку. Откладываем такие доски в отдельную кучу, будем делать из нее рейки.
Как угадать нужную ширину рейки?
Хороший вопрос: «Как мы угадаем ширину рейки, когда продолжим работу на следующий день?». Ничего сложного — просто поставим небольшой кусок уже отпиленной вагонки и используем ее в качестве линейки. До миллиметра вымерять не будем, плотники такими мелочами не занимаются!
Фугование досок
Следующим этапом работы будет фугование досок. Это очень важная процедура, в результате которой доски стают ровными и гладкими.
Для этой цели опять перестраиваем станок. Строгаем доски опять все с одной стороны. Если доска при строгании свернулась в спираль, выбрасываем сразу — из нее уже ничего не получится. Чтобы все доски были одинаковыми по толщине, нужно считать, сколько раз вы провели каждой доской по столу и повторить это же количество раз с каждой следующей доской с таким же усилием
А с другой стороны, небольшая разница в толщине почти не заметна, ее никто кроме вас не увидит, да и вы вряд ли обратите внимание

Вот такой результат у нас получился.
Выпиливание пазов

Нам осталось сделать заключительную операцию — проделать в досках пазы. Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу.











Устанавливаем линейку. Поднимая или опуская стол, устанавливаем нужную глубину паза. Выпиливаем пазы с обеих сторон доски. Следите за тем, чтобы доска все время касалась линейки, тогда пазы будут на одинаковом расстоянии от струганной стороны. Пазы не обязательно должны быть посередине доски, можно сделать их немного ближе к поверхности. В таком случае создается визуальное ощущение, что вагонка тоньше от ее реальной толщины.

Такая вагонка у нас получилась в результате.
Облицовка помещения евровагонкой
Данный материал легок в установке, поэтому такие работы можно выполнить собственными усилиями. Применяют евровагонку, как в жилых, так и в бытовых помещениях. В каждом она выполняет свою функцию по разном, где-то служит декоративной отделкой, где-то устраняет дефекты на стенах.
Прежде, чем выбрать этот материал для отделки помещения, необходимо четко понимать его характеристики и свойства. Конструктивными параметрами являются:
- Толщины планок вагонки – 12,5 мм;
- Ширина варьируется от 88 до 96 мм, в зависимости от наличия паза. Препятствует образованию щелей между двумя элементами, при условии, что древесина дает усушку и усадку;
- Длина планок в интервале 2…6 м с установленным на производстве шагом.
Также важно знать, что евровагонка может быть произведена из разных материалов. от этого зависят условия ее эксплуатации и внешний вид. На рынке представлены следующие виды вагонки:
На рынке представлены следующие виды вагонки:
- Пластиковые материалы, выполненные из ПВХ, отличающиеся устойчивостью к влаге и температурным перепадам;
- Деревянные доски, характеризующиеся экологичностью и гипоаллергенностью.
Параметр учитывают перед тем, как применить данный способ отделки.
 Данный материал легок в установке, поэтому такие работы можно выполнить собственными усилиями.
Данный материал легок в установке, поэтому такие работы можно выполнить собственными усилиями.
Преимущества и недостатки материала
Перед тем, как однозначно остановить выбор на данном облицовочном материале, стоит разобраться в его преимуществах и недостатках. Это поможет избежать просчетов при работе и правильно выполнить отделочные работы.
Среди плюсов использования евровагонки стоит выделить:
- Легкость крепления, за счет чего работу можно выполнять собственными усилиями;
- Высокий уровень теплоизоляции и звукопоглощения;
- Привлекательный внешний вид;
- Доступная цена;
- Деревянные изделия характеризуются высокой экологичностью и созданием особого микроклимата в помещении;
- Пластиковые не боятся неблагоприятных воздействий, вследствие чего их можно установить там, где наблюдаются температурные перепады или присутствуют излишки влаги.
 Деревянные изделия характеризуются высокой экологичностью и созданием особого микроклимата в помещении.
Деревянные изделия характеризуются высокой экологичностью и созданием особого микроклимата в помещении.
Но, существует и недостатки у данного материала:
- Деревянная обрешетка может подвергаться короблению в результате воздействия влаги или между элементами могут возникать трещины из-за высыхания древесины;
- Пластиковые элементы могут выгорать, особенно на балконах, где уровень инсоляции выше, чем внутри помещений.
 Пластиковые элементы могут выгорать, особенно на балконах.
Пластиковые элементы могут выгорать, особенно на балконах.
Какие нюансы следует учитывать при работе с вагонкой
Как и с любым другим облицовочным материалом, у евровагонки есть свои особенности
Их важно учитывать, чтобы избежать просчетов при креплении. Это важный момент, позволяющий получить качественное и эстетичное покрытие, готовое прослужить не протяжении длительного периода без изменения основных характеристик. Проводя монтажные работы деревянных элементов, следует учитывать такие тонкости, как:
Проводя монтажные работы деревянных элементов, следует учитывать такие тонкости, как:
 Цвет материала позволяет создает уют и тепло за счет своего теплого желтого оттенка.
Цвет материала позволяет создает уют и тепло за счет своего теплого желтого оттенка.
Если рассматривать нюансы монтажа пластиковых элементов, то следует принять во внимание следующее:
- Пластик крепиться должен в нескольких местах для того, чтобы избежать провисания;
- Ни в коем случае нельзя деформировать элементы, чтобы сохранить привлекательный внешний вид;
- Закреплять нужно при помощи специальных крепежей, которые обеспечивают надежность и образование привлекательной поверхности.
 Ни в коем случае нельзя деформировать элементы, чтобы сохранить привлекательный внешний вид.
Ни в коем случае нельзя деформировать элементы, чтобы сохранить привлекательный внешний вид.
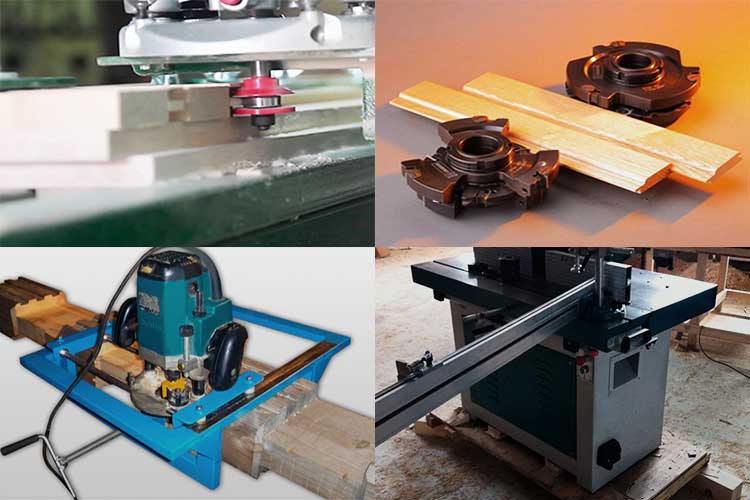
Виды фрез по дереву
В большинстве случаев, понадобятся не все фрезы, а только пазовые. Но для нанесения декоративных насечек могут пригодиться и другие. При покупке фрезы по дереву для изготовления вагонки нужно учитывать диаметр хвостовика. Для этого следует узнать, какими цангами укомплектован имеющийся ручной фрезер или станок. Чаще всего встречаются фрезы с диаметрами хвостовиков: 6,8 и 12 мм.









Дюймовые фрезы и обычные (с хвостовиками, измеряемыми в мм.) не являются взаимозаменяемыми. То есть, их нельзя вставлять в «миллиметровую» цангу, хотя кажется, что разница составляет всего лишь десятые доли миллиметра.
По конструкционным особенностям фрезы бывают:
- Монолитные – режущие кромки и хвостовик являются единым целым. Это самый дешевый и распространенный вид. Когда рабочие кромки тупятся, фрезы выкидывают.
- Со сменными режущими кромками, двусторонние ножи снимаются, их можно переворачивать другой стороной.
- Сборные – режущие элементы приварены (припаяны) к основному стержню.
- Для мягких пород древесины используют быстрорежущие сплавы, обозначаются буквами HM.
- Если обрабатываемая поверхность твердая, то используют твердосплавные виды сталей – HSS.
- Пазовые прямые фрезы – с их помощью можно получить прямоугольный паз, рабочая часть самой фрезы имеет вид цилиндра с режущими нижними кромками.
- Пазовые галтельные – похожи на пазовые прямые с закругленной рабочей кромкой, в результате форма паза получается в виде буквы «U».
- Пазовые галтельные V-образные – инструмент применяют для получения различных V-образных пазов, они отличаются по размеру паза и величине углов.
- Пазовые конструкционные – после фрезерования, паз имеет форму буквы «Т», перевернутую вверх ногами. Или «ласточкин хвост», – паз в виде равнобедренной трапеции, которая сужается к верху.
- Пазовые фасонные – нужны для создания фигурной резьбы, работы с кромками, паз напоминает воронку и другие симметричные элементы.
- Кромочные – отличаются тем, что предназначены для обработки торцов и кромок, часто в конструкции присутствует подшипник для работы по шаблону.
- Кромочные прямые – нужны для получения прямого угла между верхней плоскостью заготовки и торцевой части.
- Кромочные калевочные – для получения полукруглой кромки в виде волны, причем разной формы (в зависимости от того, какая часть режущей плоскости используется), в двойных фрезах может присутствовать регулировка зазоров между лезвиями фрезы.
- Кромочные фальцевые – позволяют выбрать прямоугольный паз, четверть на ровной либо криволинейной заготовке. Глубина обработки регулируется при помощи положения фрезера или диаметром упорного подшипника.
- Кромочные конусные – нужны для создания разного рода декоративных фасок, для работы с кромками перед их стыковкой с другими изделиями, и так далее.
- Кромочные галтельные – с их помощью получают полукруглые пазы, Для того, чтобы во время работы не было перекосов, в конструкции инструмента предусмотрено 2 подшипника.
- Кромочные фигурные (мультипрофильные) – для создания сложно-профильных боковых кромок, длина таких фрез больше, чем у обычных, для нормальной работы требуется мощный фрезер.
- Кромочные полустержневые – нужны для получения полукруглого выступа на торце.
- Комбинированные фрезы используются для создания шиповых соединений нескольких досок, как для угловых, так и для щитовых конструкций.
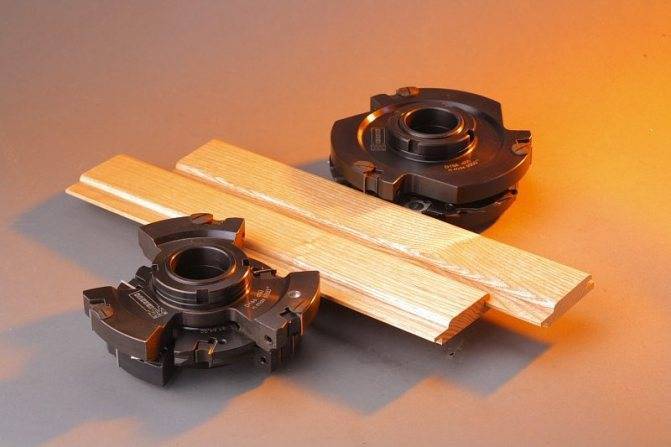
Более всего для работы понадобятся пазо-шиповые фрезы для вагонки. Именно при помощи этого инструмента создается система паз-шип, для соединения панелей во время сборки. Они идут в комплекте по две штуки. И для работы уже не придется рассчитывать размеры паза и шипа.
Есть разновидности пазо-шиповых обычных парных фрез и таких, которые предназначены именно для создания панелей вагонки. Последние отличаются тем, что позволяют одновременно протачивать паз/замок и скруглять кромки с лицевой стороны. Применяя обычные фрезы, можно делать плоские щиты из досок, например, для гаража, где декоративные фаски не нужны.
Не пропустите: Фрезер по дереву. Основные характеристики и особенности
Комбинированные рамочные – это наборные комплекты, лезвия можно располагать на основной оси, в зависимости от того, какую работу предполагается выполнять. Имеют в своем составе: один или несколько упорных подшипников, стопорную шайбу-гровер и зажимную гайку.
Фигирейные – нужны для декоративной обработки кромок при создании филенок. Так как есть подшипник, то обрабатывать можно и прямые, и полукруглые поверхности. Диаметр рабочей кромки таких инструментов достаточно велик, поэтому для работы нужно мощное электрооборудование.

Этапы изготовления вагонки
Теперь переходим непосредственно к самому производству. Стоит сразу отметить, что процесс изготовления вагонки своими руками – это довольно кропотливая работа. Чтобы все получилось правильно и впоследствии радовала вас (или ваших заказчиков) необходимо запастись терпением. В противном случае готовые изделия получатся разной толщины и ширины, а значит, внешний вид отделанной вагонкой поверхности будет испорчен.
Сам процесс изготовления вагонки своими руками будет складываться из следующих этапов:
- первым делом распиливаем доски на отрезки нужной длины;
- далее, заготовки нужно распилить вдоль, чтобы получились дощечки требуемой ширины;
- следующим этапом будет фугование;
- в заключение делаем пазы.
Первый этап не представляет большой сложности. Достаточно разбить доску по длине на нужные отрезки и распилить ее поперек при помощи циркулярной пилы. Самым важным является второй этап производства
При распиле доски вдоль, важно чтобы все заготовки получились одинаковой ширины. В противном случае отделанная вагонкой поверхность будет выглядеть некрасиво. Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края
Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее
Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края. Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее.
Следующие действия потребуют от вас внимательности. Необходимо переставить пилу по линейке, чтобы второй отпил, точно отмерил нужную нам ширину. После настройки станка приступаем к отпиливанию второй стороны будущей вагонки.
Далее, приступаем к фугованию. Этот процесс позволит придать заготовке ровную поверхность, а также сделает все изделия одинаковой толщины. Чтобы именно так и получилось, запомните, сколько раз вы пропустили каждую сторону через фуговальное приспособление. Затем все остальные заготовки обрабатываете такое же количество раз.
Для проделывания пазов используем специальные фрезы для вагонки. Это приспособление устанавливается на станок вместо циркулярной пилы. При помощи фрезы проделываются пазы с обоих торцов вагонки. При этом следите, чтобы их размеры были одинаковыми.
Фрезерование пазов вагонки
Для такой работы желательно иметь универсальный деревообрабатывающий станок. Такое устройство снабжено всеми необходимыми приспособлениями для обработки деревянных заготовок. Как правило, такой станок оснащается фуговальным устройством и циркулярной пилой. При этом он имеет удобную для обработки древесины рабочую поверхность. С таким станком сделать вагонку своими руками будет несложно.










Из видео вы узнаете как сделать и применить специальные прижимы для более эффективной фрезеровки пазов вагонки.
Во время работы стоит воспользоваться некоторыми советами и рекомендациями от специалистов:
- в первую очередь нужно правильно работать с самим деревообрабатывающим станком. При нарезке заготовок под вагонку вдоль, необходимо доску уложить на рабочую поверхность. Далее, ее движение к циркулярной пиле осуществляется при помощи тела. Именно им, а не руками, нужно толкать заготовку. В этом случае риск получить травму значительно снижается;
- чтобы вагонка получилась одинаковой ширины, можно при переустановке пилы для распила второй стороны заготовки, использовать в качестве линейки уже готовое изделие;
- после выполнения всей работы у вас останется много древесных отходов. Не стоит сразу от них избавляться. При распиле заготовок получается много тонких дощечек, их можно использовать в качестве реек для создания обрешетки. В этом случае у вас получится существенно сэкономить на материале.
Кроме этого, можно проделать еще одну работу. Она не является обязательной, но позволит придать готовой вагонке более эстетичный внешний вид. При помощи специального приспособления можно снять фаски небольшого размера с торцов. Также нужно отшлифовать все поверхности.
После всех манипуляций у вас получится готовая, красивая и практичная вагонка. Осталось только обработать ее пропитками, и можно приступать к монтажу. Обработку антисептиком нужно проводить со всех сторон, а не только с лицевой, это позволит надолго сохранить прочность материала.
Самодельный станок для производства вагонки
Почему многих домашних мастеров интересует, как сделать вагонку самому? Всё дело в экономической стороне дела. Приобретать готовые изделия в строительном магазине будет очень дорого по сравнению с изготовлением облицовки своими руками.
Прежде чем читать статью далее, обязательно нужно посмотреть видео о том, как устроен станок для производства деревянной облицовки стен:
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
Конструкция станка
Самодельные станки для изготовления вагонки – это фрезерное оборудование. Промышленный станок такого назначения представляет собой достаточно сложное и дорогостоящее оборудование, рассчитанное на массовое производство облицовочного материала.
Существует много вариантов изготовления своими руками станков для производства вагонки. Оборудование состоит из 3 основных частей:
- 1. Станина.
- 2. Рабочий стол.
- 3. Фрезер.
Станина
Опорную часть рабочего стола лучше всего делать из сваренных металлических деталей. Опоры делают из уголков 50 х 50 мм. Боковые стороны верстака обшивают стальным листом толщиной 2 мм. Станину собирают также из строительной фанеры. Если станок не будут интенсивно использовать, то для изготовления станины подойдёт любой прочный материал.
Стол должен иметь проём для размещения в нём силового агрегата и свободного расположения ступней ног оператора во время работы станка.
В некоторых случаях, в качестве станины стараются использовать старый деревянный стол. Но лучше этого не делать. Старые деревянные конструкции крайне ненадёжны. Во время работы станок подвергается динамическим нагрузкам. Поэтому все расшатанные узлы стола нужно обязательно укрепить.
Надо предусматривать ситуации, когда станок нужно переместить в другое место. Поэтому станина не должна быть чрезвычайно тяжёлой.
Рабочий стол
Процесс производства вагонки своими руками заключается во фрезеровании доски с двух сторон. Рабочий стол должен обеспечивать скольжение сырья по своей поверхности. Кроме того, изготавливаемая вагонка своими руками должна точно направляться упорами.
Виды древесины для изготовления вагонки
Решать вопрос, из какого материала изготавливать вагонку, нужно изучив характеристики видов древесины. Какое будет качество обработки сырья, такое качество будет иметь готовое изделие. Доски для вагонки изготавливают из лиственных и хвойных пород дерева.
Лиственные породы
Липа
По своим свойствам липу относят к мягкой древесине. Доски из этого материала очень лёгкие и хорошо поддаются обработке.
Берёза
Заготовки из берёзы легко поддаются изготовлению вагонки. Берёза обладает умеренной твёрдостью, однородной плотностью, легка для обработки. Из-за своей фактурной поверхности берёза предпочтительна при изготовлении вагонки для облицовки стен внутри помещений.
Ольха
Мягкая порода дерева применяется в основном для изготовления мебели. Для отделки стен в бане и в помещениях с повышенным уровнем влажности отлично зарекомендовала себя ольха в виде вагонки.










Осина
Мягкая древесина содержит незначительное количество сучковатых включений. Доски из осины стойки к деформации и сохраняют свои прочностные свойства во влажной среде. Качество вагонки из этого материала очень высокое.
Хвойные породы
Ель
Древесина широко применяется в строительстве. Еловые доски – приоритетное сырьё для производства вагонки. Ель универсальная древесина – легко пилится, сверлится и фрезеруется.
Лиственница
Лиственница обладает всеми качествами, что и ель. Сделанную вагонку своими руками, применяют в основном для облицовки стен внутри дома.
Сосна
Облицовка из сосновой вагонки обладает большим сроком службы и практически не теряет свой первоначальный вид. Как и все виды хвойных пород дерева при высокой температуре может выделять древесную смолу. Поэтому сосну нужно красить или покрывать влагостойким лаком.
Следует заметить, что пород дерева существует большое количество. В вышеуказанном перечне указаны те виды древесины, которые наиболее доступны и подходят для изготовления вагонки.
Какой вариант фиксации выбрать?
Важно определиться со способом фиксации дощатых материалов. Обшить стену можно несколькими методами:. Сквозной вид крепежа
Это наиболее простое решение, не требующее особых усилий. Смысл заключается в том, что саморезы вкручивают непосредственно через лицевую сторону. Данный способ предполагает нанесение разметки, чтобы точки крепежей располагались на одной линии. Кроме того на вагонной доске заблаговременно сверлятся отверстия, которые не позволят дереву испортиться и треснуть. При вкручивании шурупов следите, чтобы их шляпки оказались полностью утоплены в древесину. Добиться этого просто, если заранее рассверлить местечко под шляпку сверлом большого калибра. Образованные отверстия маскируются специальными заглушками из ластика или затираются шпаклевкой. Из недостатков- такой метод значительно нарушает внешнюю эстетическую привлекательность покрытия
Сквозной вид крепежа. Это наиболее простое решение, не требующее особых усилий. Смысл заключается в том, что саморезы вкручивают непосредственно через лицевую сторону. Данный способ предполагает нанесение разметки, чтобы точки крепежей располагались на одной линии. Кроме того на вагонной доске заблаговременно сверлятся отверстия, которые не позволят дереву испортиться и треснуть. При вкручивании шурупов следите, чтобы их шляпки оказались полностью утоплены в древесину. Добиться этого просто, если заранее рассверлить местечко под шляпку сверлом большого калибра. Образованные отверстия маскируются специальными заглушками из ластика или затираются шпаклевкой. Из недостатков- такой метод значительно нарушает внешнюю эстетическую привлекательность покрытия.
Крепление вагонки к стене может осуществляться с помощью декоративных гвоздиков. Шляпки у них изначально декорированы под цвет материала.
- Прекрасным вариантом станут потайные гвоздики без шляпок. Особенностью является то, что забивать такие гвозди можно только под углом 80 градусов. Это даст возможность скрывать те участки, которые были нарушены.
- Если у вас в хозяйстве есть профессиональный степлер, то для крепежа можно применять скобы.
Метод, как крепить вагонку к стене, подбирается индивидуально, исходя из конкретной ситуации. Но отметим, что в последнее время наибольшей популярностью пользуются именно кляймеры.
Когда изготовление вагонки будет выгодным?
 Насколько бы ни была эта ниша перспективной, открыть предприятие по производству вагонки не всегда будет являться хорошей задумкой. И чтобы организовать прибыльное дело, необходимо учесть многие нюансы:
Насколько бы ни была эта ниша перспективной, открыть предприятие по производству вагонки не всегда будет являться хорошей задумкой. И чтобы организовать прибыльное дело, необходимо учесть многие нюансы:
- Стоимость сырья в конкретном регионе должна быть невысокой, чтобы была возможность предлагать потребителям недорогую продукцию.
- Запуская производство вагонки в домашних условиях, потребуется досконально изучить вопрос. И хорошо бы, определенные навыки в деревообработке у предпринимателя уже имелись.
- Составляя бизнес план производства вагонки, необходимо проанализировать уровень конкуренции. Если в конкретном регионе уже много деревообрабатывающих цехов, то очередное предприятие здесь не «выживет».
Анализ рыночной ниши показал, что дело станет выгодным? Тогда можно смело приступать к реализации проекта.
Вагонка с помощью циркулярки
Часто возникает ситуация, когда на передний план выходит не эстетика материала, а исключительно его практичность, к примеру, необходимо отделать стены или потолок подсобного помещения, погреба, мастерской. Для этих целей отлично подойдет простая и надежная, изготовленная своими руками на циркулярке вагонка.

Первым делом надо подготовить пиломатериал. Понадобятся доски толщиной 15-20 мм, шириной 8-10 см. Разумно предположить, что чем шире доска, тем меньше ее понадобится, тем быстрее будет выполнена работа. Это верно, но лишь отчасти. Большая ширина плюс примитивное соединение, пазы для которого позволяет выполнить циркулярка, гарантированно приведут к короблению доски, тем самым недолговечности покрытия.

Заготовки необходимо выровнять по ширине. Для этого боковой упор циркулярной пилы выставляют с помощью линейки, фиксируют. Поочередно обрабатывают каждую дощечку, доводят ширину до единого значения.










После того как дощечки выровняли, их циклюют. Лучше всего для этого подходит фуговальный станок, но заводские циркулярки тоже могут выполнять эту функцию. Конечно, можно обработать доску ручным или электрическим рубанком.

Далее необходимо создать паз и шип для крепления вагонки. Проще всего сделать зеркальные выборки в противоположных торцах доски. Их точность и симметричность достигается регулировкой высоты выхода диска и расстоянием от пилы до упора.
При толщине доски в 20 мм выход диска должен быть 10 мм, расстояние до линейки также 10 мм. Первый проход делают плашмя. Прижимая доску к боковому упору, проделывают в ней канавку на половину толщины. Далее доску ставят на ребро, повторяют операцию. Те же действия, но в зеркальном отражении выполняют с другого торца.

В результате описанных действий получается грубый вариант вагонки, которую легко монтировать, она создает привлекательную ровную поверхность.
Длина и ширина вагонки
Прежде чем начать изготовление вагонки, снимите замеры помещения (высоту, ширину) для того, чтобы определить необходимый размер доски.
Перед тем как начинать работы, необходимо правильно определить размеры будущей доски, так как от этого зависит расход материала, характеристики будущего покрытия. Для такого самостоятельного изготовления лучше использовать длину в 2 м, больший размер будет трудным в обработке. В заводских условиях можно получить любой размер, но в условиях домашней мастерской это сделать проблематично. Пазы и толщина могут получиться разными, а это скажется на качестве обшивки.
Для уточнения количества досок нужно предварительно провести замеры в том помещении, где будет производиться обшивка стен или потолка. В таком случае можно избежать перерасхода материала. Ширина будущей доски во многом зависит от того, какой исходный материал применяется для обработки. Нельзя из заготовок с шириной в 10 мм получить вагонку в 15 мм. Если необходим именно такой материал, требуется заранее побеспокоиться о покупке необрезного дерева с такими характеристиками. Кроме того, стоит учесть, что во время обработки часть ширины будет потеряна. Оптимальным значением для обшивки является ширина в 7-10 см, тогда поверхность будет привлекательной и красивой.
